

PV焊带是每一种主流太阳能板的重要部件,用来互连太阳能电池并提供与接线盒的连接。PV焊带是镀锡铜带,宽度1-6mm,厚度0.08-0.5mm,有10-30μm厚的焊剂涂层。PV焊带的质量及其对太阳能电池的焊接是保证太阳能板效率和持久性的重要因素。
本文扫视PV焊带制造的市场动态,概述太阳能板制造商通常要求的PV焊带产品性质。这些性质包括:材料组分、尺寸范围、直线度、焊剂覆盖厚度、机械特性等等。将传统的镀锡工艺与无化学品等离子辅助的新镀锡工艺作了比较,后者已在西方广泛采用,在亚洲的应用也不断增加。比较了二种生产工艺的产出、生产率、效率、工艺控制及环境影响。
PV焊带
PV 焊带是在光伏太阳能板中使用的热浸镀锡铜导体。有二种PV带:互连带或汇流条和PV汇流排。在典型的硅太阳能电池中二者均是需要的。薄膜太阳能板一般仅需汇流排。
互连带直接焊在硅晶体上把太阳能板中的太阳能电池互相连接起来。互连带将太阳能电池产生的电流带到PV汇流排上。PV 汇流排是绕太阳能板周边安装的热浸镀锡铜导体。PV汇流排把互连带连接到接线盒。
PV焊带市场动态
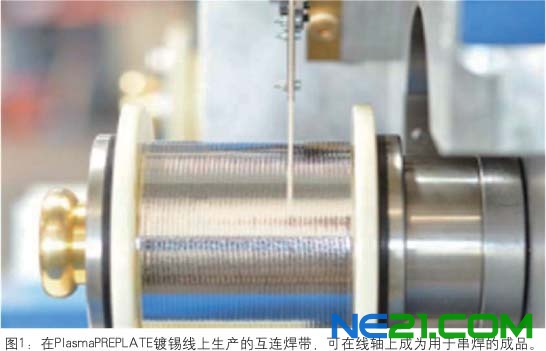
PV焊带制造是PV产业一个不断成长的动态分部门。太阳能板和太阳能电池有许多不同的类型,需要不同类型的PV焊带(图1)。PV产业飞速创新推动了太阳能板和电池设计不断改变。这就导致PV焊带的性能不断改变。PV焊带供应商也处于持久的价格压力下,这是太阳能板价格快速下降引起的。
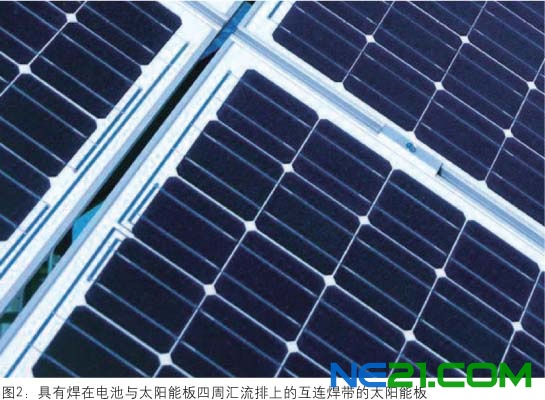
太阳能板中PV焊带是关键部件,是提高太阳能板效率及耐用性的重要因素(图2)。太阳能板的高效率及耐用性只有用适当安装在太阳能板中的优质PV焊带才能实现。优质PV焊带也能提高太阳能板的生产效率和减少废品率。
为确保串焊工艺的高生产率,必须使用优质、很直、柔软而又适焊的焊带。在串焊,配线工艺中,也必须保证PV焊带的精确放置。优质互连焊带必然减少串焊机的停机时间及其废品率。当今的高速串焊机对焊带性能要求更为苛刻。PV焊带性能的三个主要趋势是:
a) 新一代全自动高产出串焊机要求对焊剂厚度及焊带直线度的容差越来越严格;
b) 不断减薄的太阳能电池要求焊带屈服强度更低(Rp0.2%);
c) 新太阳能板设计采用每一电池三条互连焊带以替代二条焊带,这反映了对于更小(更窄且更薄)焊带的要求不断增长。这又转而推动用于小型互连焊带的精密镀锡生产线的产能扩张。
PV 焊带的性能和要求
PV焊带中的导体或基底材料是高导电率高纯铜(图3)。用于PV焊带的铜一般是ETP、DIP形式的铜或无氧铜(OFC:CD-110、CD-101、CD-102)。
铜线在滚轧机中卷绕生产铜带,接着在镀锡线上镀锡/镀焊剂。有些制造商用替代的铜条纵切工艺生产铜带,其质量一般比较低。

PV汇流排裸铜带(镀锡生产线的入口材料)的尺寸是宽3-6mm,厚0.2-0.5mm。对于互连焊带,裸铜带的尺寸是宽1-3mm,厚0.08-0.2mm。
铜带允差随生产商而变。它们主要取决于使用的滚轧机类型、输入材料质量和制造商的工艺诀窍。下面是有优秀滚轧能力的制造商的典型允差:(a) 宽度允差:±8μm-±15μm ;(b) 厚度允差:±8μm-±13μm。
太阳能板制造者通常寻求的PV焊带的机械性质是:
●抗拉强度:<250MPa
●延伸率:>20%
●弯度:<0.5%[1m长样品上5mm]
●屈服强度(Rp0.2%):a)硬>120MPa;b)软<80MPa;超软<65MPa
PV焊带的直线度(也称为弯度)是根据一米长焊带样品上离直线的毫米数测量的。最大的弯度由串焊工艺确定的,其范围一般在<8mm/m和<5mm/m之间。
PV焊带中用的焊剂成分有多种不同类型。它们取决于太阳能板制造商开发的串焊技术及当地有关太阳能板制造的健康与安全标准。常见的焊剂组分包括无铅焊剂(Sn 100)、含铅焊剂(SnPb 60/40)、含银焊剂(SnAg 96.5/3.5;SnAgCu 96.5/3.0/0.5)、含铅银焊剂(SnPbAg 62/36/2)、低温焊剂(BiSn 57/43,BiSnAg 57.7/42/0.3)。焊剂覆盖厚度范围是10μm-40μm,允差±10%-±30%。最常用的焊剂覆盖厚度是20μm±4μm。
焊剂覆盖厚度测量方法有三种。X-射线法是用于单面厚度测量的离线测量方法。手动测微计也是用于测量覆盖层二面的总厚度的离线测量方法。激光厚度测量设备常用于在线测量,可以在镀锡生产线上采用,用于在PV焊带生产过程中测量覆盖二面的总厚度。
PV焊带也能用肉眼或显微镜检测覆盖层的质量,应该没有缺陷,例如污迹、碎片、凹痕、变色、透过焊剂覆盖可见的裸铜、小针孔及其他机械缺陷。
上述大多数性能指标与相应的测量方法在2011年8月引入的PV焊带标准中有规定。在www.semi.org网站上可得到这些标准,包括(a)SEMI PV18-08111和(b)SEMI PV19-08112。
PV成品装在线轴/卷轴或圆盘上。在欧洲,PV焊带最常用的线轴是DIN K125、K160、K200和K250,在亚洲也用P4和P10。
PV焊带的关键质量参数
上述的全部PV焊带性能指标就其本身来说均是重要的。铜的类型及其纯度决定了材料的导电性和焊带能达到的最大柔软程度。焊剂组分、其覆盖层厚度和覆盖组分影响焊点质量,因而影响太阳能板的耐久性。
PV焊带的高延伸性对于防止汇流排与互连焊带间的焊点故障是很重要的,由于在太阳能板运行过程中温度振荡变化产生的延伸/张力就可能发生这种故障。太阳能板使用寿命过程中每天连续不断的,有时特别激烈的温度振荡使焊点在太阳能板使用寿命期间(平均为25年)经受考验。
对大多数PV焊带制造商至关重要的二个参数是弯度和屈服强度。许多PV焊带制造商发现,难以在获得高水平焊带柔软度的同时又保证其直线度。获得足够的柔软度和低弯度可能意味着赢得和失去供货合同之间的差异。制造商因此必须努力改进他们的滚轧、退火、镀锡和材料处理技术,以满足不断增加的产品性能指标要求。
关键参数:屈服强度
铜的热膨胀系数与硅的热膨胀系数是不同的。互连焊带在约200℃时焊在硅电池上。串焊后冷却会产生弯曲。这可能导致硅晶体破坏。低屈服强度的互连焊带减少串焊后硅电池内的应力,因此减少废品率。
采用越来越薄的太阳能电池促进了更低屈服强度(Rp0.2%)的焊带要求。仅仅几年前,300微米厚的太阳能电池还普遍使用。它们能承受屈服强度<120MPa的焊带的应力。现在,普遍使用160-180微米厚的电池,与其配合的焊带屈服强度<70MPa-<80MPa。电池平均厚度似乎会继续望下走,这给焊带制造商带来进一步的压力,要把屈服强度减少到65MPa以下。
为了减少PV焊带的屈服强度,制造商应在以下方面寻求改进:
● 选择合适的输入铜材料
● 选择正确的退火及滚轧技术
● 保证精确处理通过镀锡生产线上输运系统的软焊带
● 保证在镀锡生产线中卷线上良好的放线和精确绕线。
想减少串焊后电池上应力的太阳能板制造商,应该检查他们串焊机上的放线系统,避免在放线过程中焊带硬化及产生弯度。有些太阳能板制造商已采取另一种太阳能板设计,每一电池具有三个或甚至四个较小的焊带(而不是二个),进一步减少串焊后电池上的应力。
关键参数:弯度
低弯度对于确保串焊过程中互连焊带的直线放置是很重要的。随着串焊速度的增加,太阳能板的生产已全自动化。工艺用的互连焊带弯度过大时,高产出全自动串焊机会受到不必要停机时间的困扰。弯度过大的焊带甚至会引起不良焊点或串焊机上废品率增加。当前追求的目标弯度通常为<5mm / m。更加严格的弯度要求趋势表明,在未来的太阳能板中制造商可能要求<3mm/m的弯度。
为了使弯度最小,PV焊带制造商不得不在以下方面寻求改进:
● 线轴上绕线层的精度,这要求精密机械力学结构和精确的工艺控制;
● 前后一致的焊带质量,特别是覆盖层厚度的允差要小;
● 选择尺寸适当的线轴。
制造者十分清楚线轴边缘上可能的最小弯度的限制,线轴边缘处焊带在放置过程中改变方向。线轴上的最小可能弯度取决于焊带的尺寸和线轴的圆筒直径。
但是,为了改进焊接前焊带的放置,太阳能板制造者或串焊机供应商自己都能检查串焊机上放线系统可能的改进。增加线轴尺寸也有助于减少在线轴边缘产生的弯度。
PV焊带生产:PlasmaPREPLATE镀锡与传统镀锡的比较
传统铜线镀锡是将铜线通过熔锡/焊剂池中,接着在冷却塔中垂直擦拭并冷却镀锡后的铜线。金属间键合只有在线表面清洁且适当激活时才能实现。酸清洗或浸泡是用于表面激活前清洗铜线表面的传统方法,这是用浸助焊剂实现的。浸助焊剂是肮脏而有损环境的工艺,对操作人员也是有害的。
图4比较了传统热浸镀锡与PlasmaPREPLATE镀锡工艺步骤。
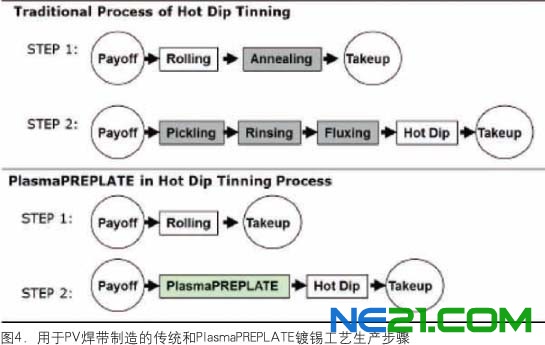
在铜带进入锡池前,PlasmaPREPLATE工艺将其表面退火、清洗并激活,使锡能粘附而不需要用助焊剂。无助焊剂镀锡加速了金属间层的形成,因而,与传统工艺的镀锡速度比较,得到的镀锡速度高很多。
PlasmaPREPLATE工艺能调整得将铜带退火到任何需求的柔软度。能获得屈服强度低至50MPa的完全再结晶和小晶粒尺寸。与镀锡一起在线实行退火减少软性材料利用数量。应力及机械变形小减少了滚轧生产线卷线和镀锡生产线放线上增进屈服强度和弯度的可能性。重要的是,要认识在超软焊带情况下需要精密处理和精确绕线。
处理超软焊带的精密输运系统会是每一镀锡生产线上需求的一个昂贵投资。因此,较快速镀锡生产线能减少每单位产出的输运系统资本投入。
传统镀锡线在镀锡前要求酸洗、冲洗和助焊剂。这些湿法工艺不仅有环境问题;它们对操作人员也是有害而令人生厌的。锡池的助焊剂污染导致高成本的焊剂废物。湿法工艺的使用也产生许多必需精密控制的生产参数。允差要求严格的昂贵精密产品(如互连焊带)的生产需要严格控制生产条件,以防止过高的废品率。涉及湿法工艺时,这一点常常难以达到。
二种工艺间的不同能分为与生产效率有关的不同和成品质量的不同。尽管资本投入较高,PlasmaPREPLATE镀锡工艺提供许多能转化为相当长期的节省成本好处:
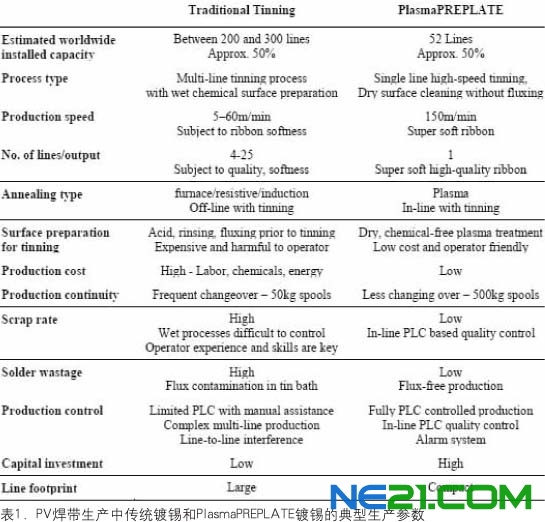
● 与传统工艺5m/min-60m/min比较,生产速度达150m/min,这意味着较少的镀锡生产线、较少的机器用地和较少的人力;
● 工艺稳定性、正常生产时间增加和线轴更换较少意味着在PlasmaPREPLATE镀锡生产线中材料使用较少及涉及的操作人员较少;
● 用等离子体制备干的表面替代了传统工艺中采用的酸洗、冲洗、干燥、浸助焊剂、废物清除和废物处理;
● 无助焊剂生产,锡废物少;
● 不同产品和性能规格之间的转换快;
● 根据使用的动力、人力、化学品成本和它们的利用,以及维护等,生产成本较低;
● PlasmaPREPLATE镀锡工艺中的在线质量控制使产品质量一致、废品率低、返工少。
表1中将传统镀锡中主要生产参数与PlasmaPREPLATE镀锡的生产参数作了比较。
自从2007年PlasmaPREPLATE镀锡工艺首次引入PV焊带的生产中后,正是PlasmaPREPLATE工艺的稳定性、产品质量的一致性、低成本操作、以及低废品率和锡料废物少使其赢得许多PV焊带制造者的信赖。
免责声明:本平台仅供信息发布交流之途,请谨慎判断信息真伪。如遇虚假诈骗信息,请立即举报
举报